
Kliknijcie i korzystajcie
czytaj więcejZawiedziony jakością węzy dostępnej na rynku dwa lata temu postanowiłem robić ją samodzielnie i od dwóch lat przemysłowej węzy nie kupuję. Zainspirował mnie do poszukiwań odpowiedniej dla małej pasieki metody ukraiński pszczelarz Vadim Tumanov z Zaporoża. Własnoręcznie wykonana daje wiele satysfakcji, ponieważ to węza bardzo dobrej jakości, otrzymana obróbką plastyczną, a więc ma lepsze właściwości niż odlewana w popularnych miękkich praskach silikonowych. Węza produkowana jest dwuetapowo. Najpierw przygotowuje się gładkie arkusze, w których następnie po lekkim podgrzaniu w wodzie wyciska się na matrycy dna komórek pszczelich. Aby opanować tą nieskomplikowaną umiejętność, należy jednorazowo zainwestować około 200 zł w żywicę + niewielkie dodatkowe koszty. Wymiarów węzy i innych nie podaję, bo każdy z łatwością dostosuje je do swojej ramki. Fotografowałem proces wykonania swojej matrycy i zdjęcia posłużą tu jako tło do drobnego komentarza. Zaczynamy od dokładnego wypoziomowania stołu roboczego. Możemy posłużyć się tu dużym kaflem podłogowym jako podkładką.
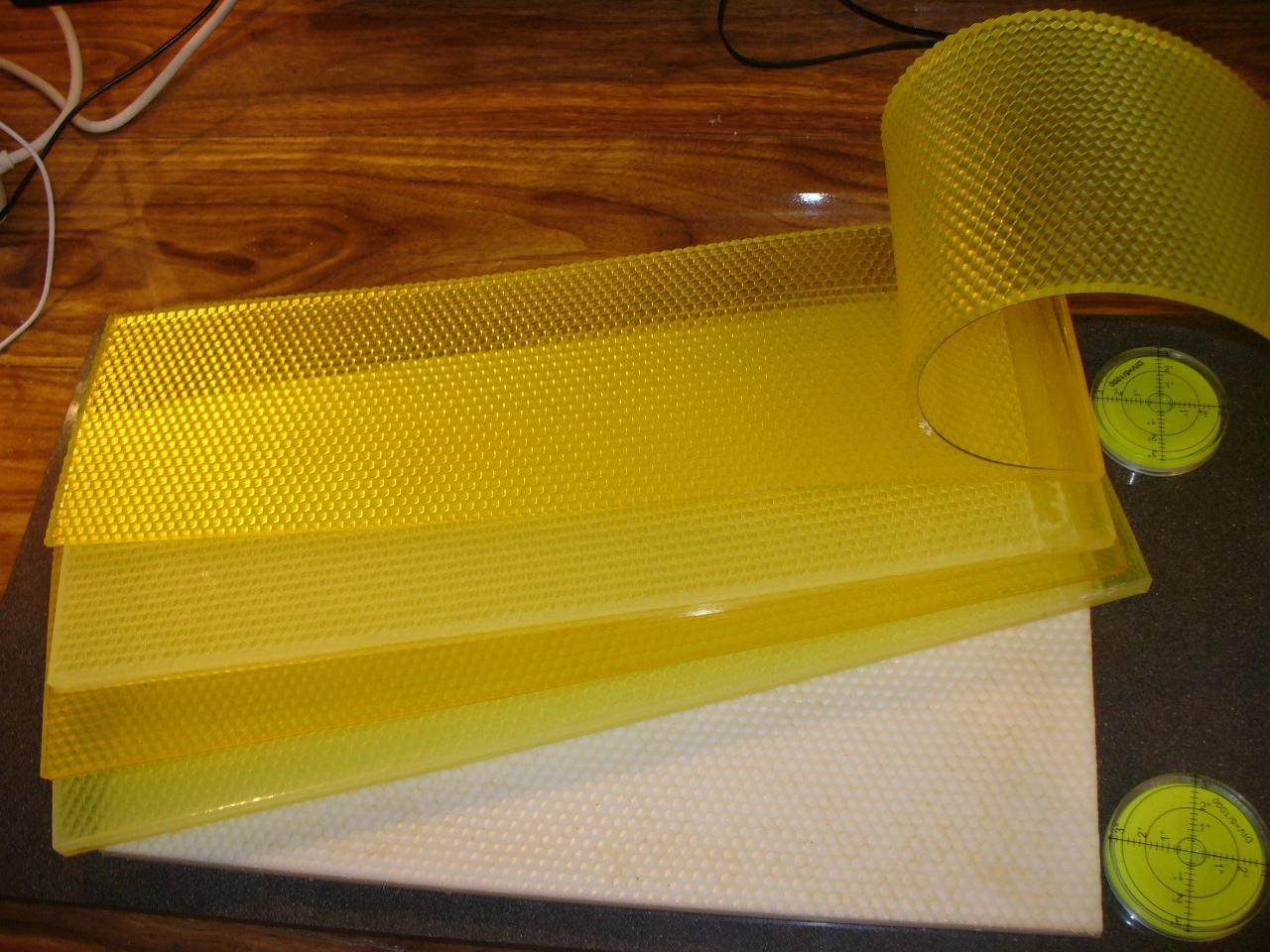
Kilka matryc na półramkę i pełną ramkę wielkopolską wykonanych wcześniej z różnych żywic poliuretanowych.

Poziomowanie kafla – podkładki.
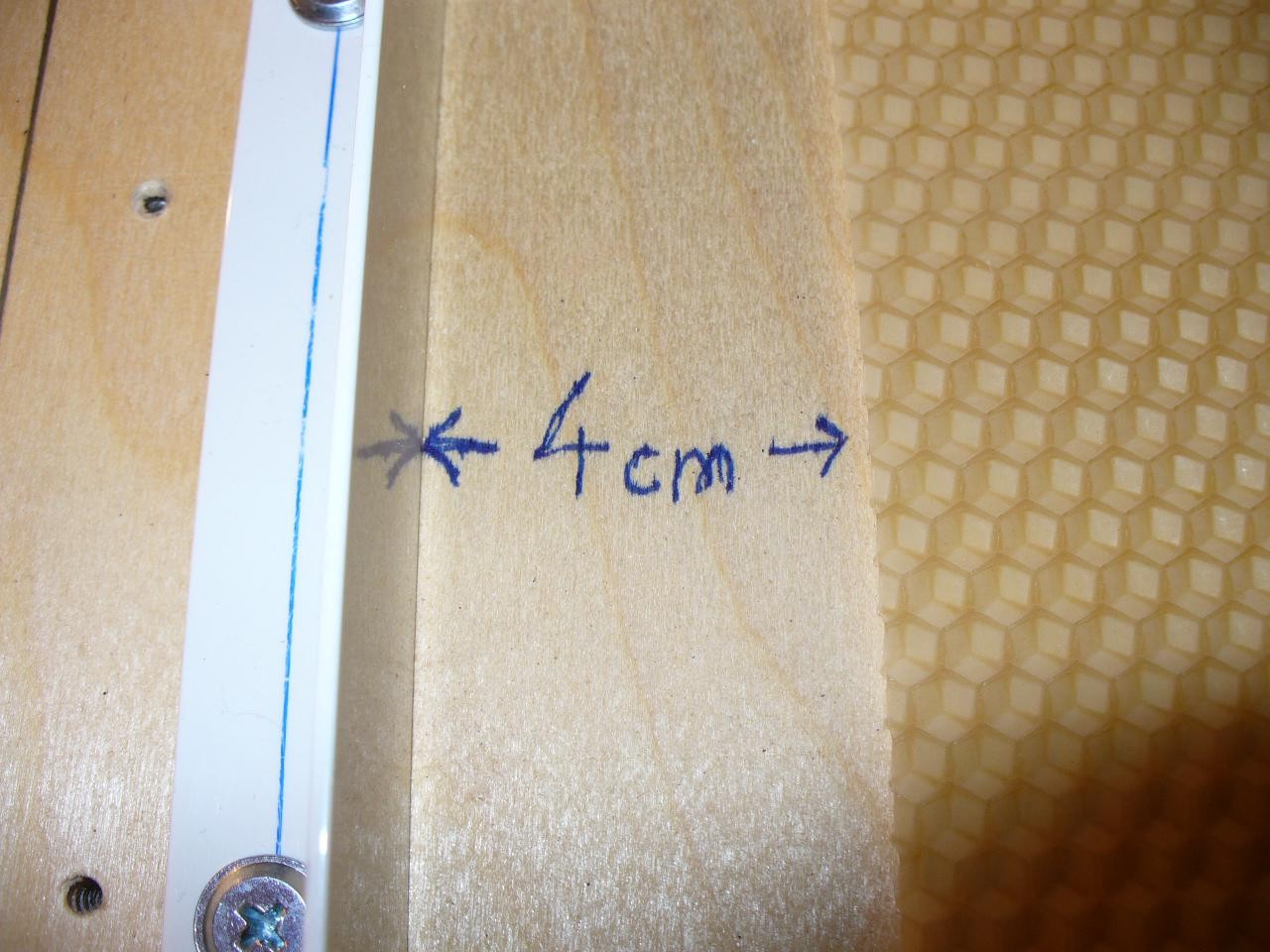
Przygotowanie formy do odlewania matrycy: potrzebna gruba sklejka, kątowniki PCV, wkręty z płaskim łbem, płaska folia (tu wykorzystałem popularną zasłonkę przyklejaną elektrostatycznie do szyb), krem do golenia, rozdzielacz do odlewów silikonowych w aerozolu dostępny na Allegro, aceton, trochę plasteliny i kilka prostych narzędzi uniwersalnych walających się w domu każdego pszczelarza majsterklepki. Jako model wykorzystuję nieuszkodzony arkusz kupnej węzy o żądanej wielkości komórki. Węza ta może być z wosku najgorszej jakości – nie ma to znaczenia, ważna jest geometria nieuszkodzonych den komórek. Trzeba z kątowników PCV zrobić dokładne obramowanie tego arkusza węzy z pozostawieniem z jednej strony zapasu 4 cm na szczelinę i zawias matrycy. Można zrobić matrycę nieco większą niż potrzeba, ale nie jest to konieczne (np. Dadanta dla węzy wielkopolskiej).



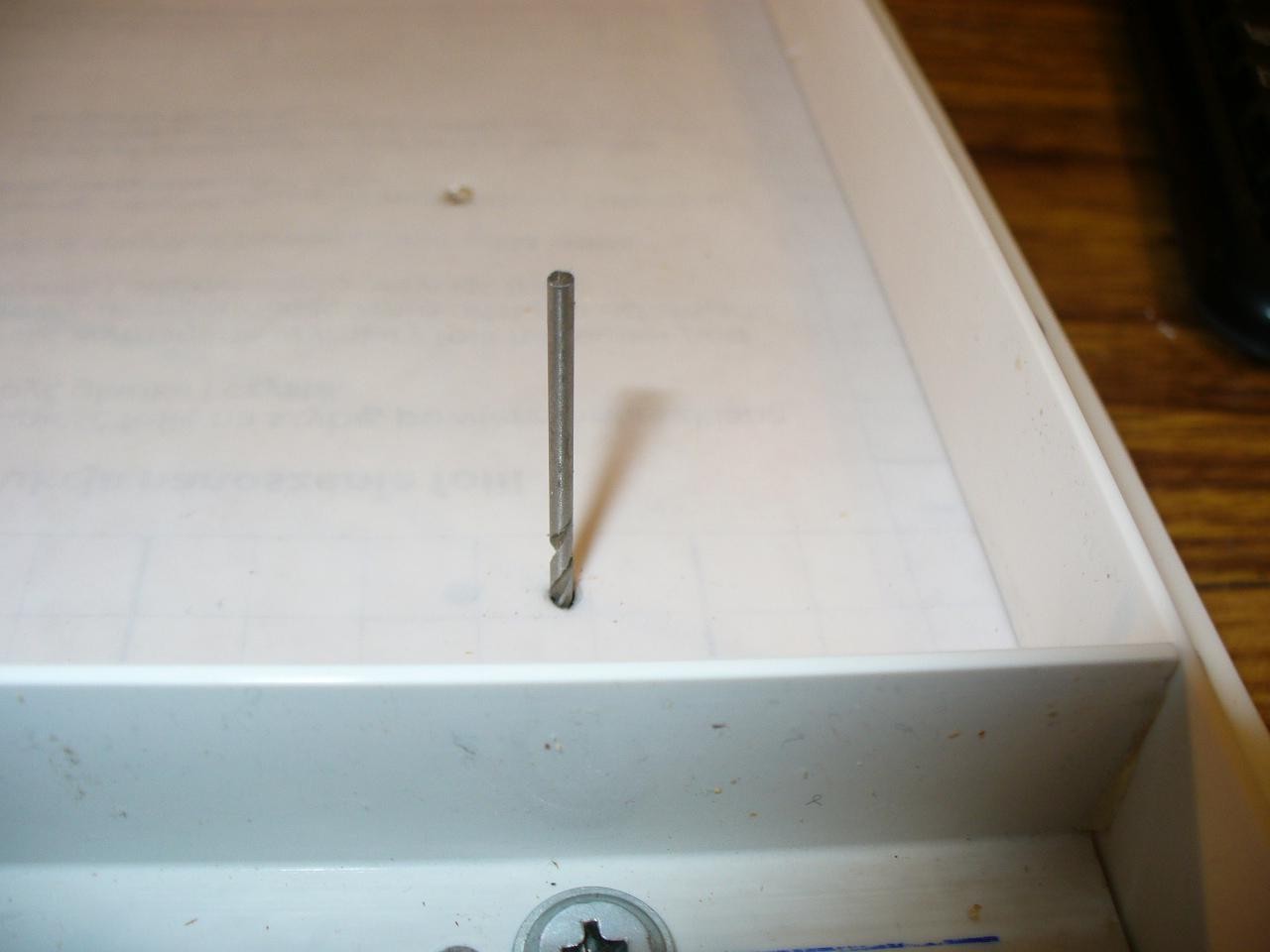
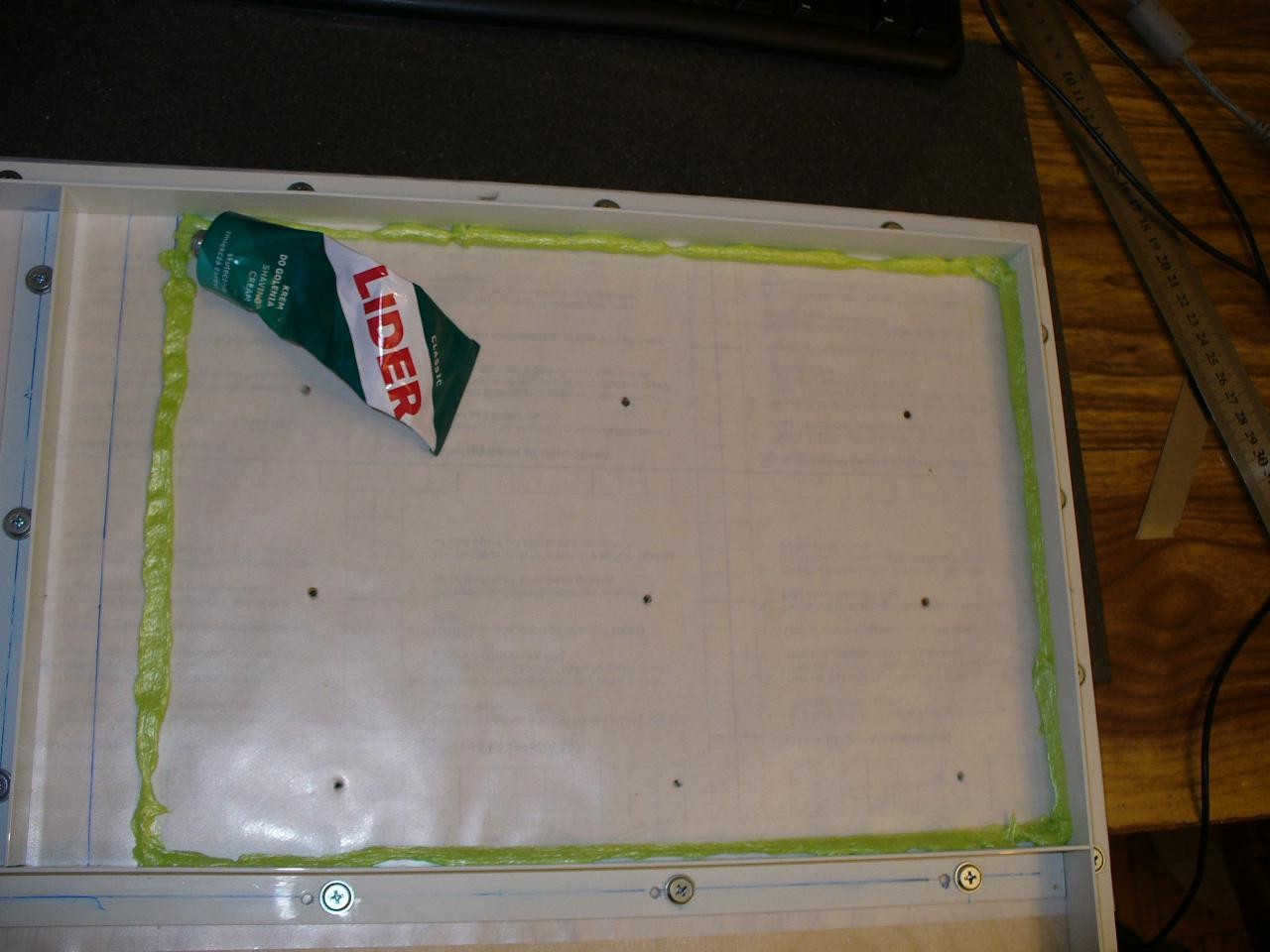
Po tym odkręcamy całe obramowanie, podkładamy na spód folię (zapobiegnie przywieraniu żywicy do sklejki) i ponownie przykręcamy. W folii i sklejce trzeba wykonać kilka otworów o średnicy 2-3 mm odpowietrzających – na wylot. Zapobiegnie to podnoszeniu modelu w trakcie odlewania matrycy (reakcja egzotermiczna w żywicy) przez podgrzane powietrze stagnujące pod folią i węzą.
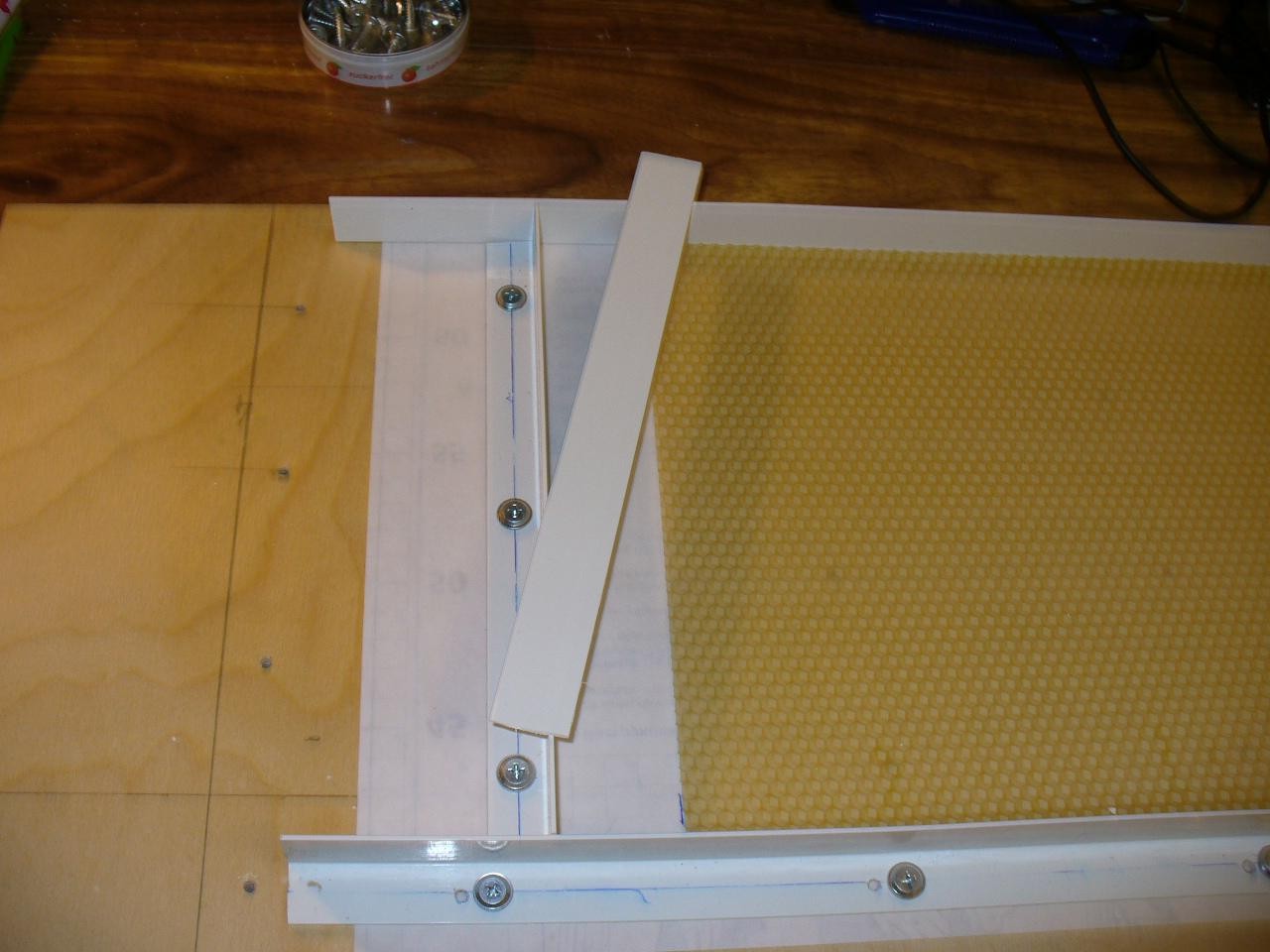
Z kawałka tworzywa (tu wykorzystałem przycięty kątownik obramowania) wycinam wkładkę formującą szczelinę między awersem i rewersem matrycy przy jej zawiasie.
Po dokładnym wykonaniu prac i sprawdzeniu czystości formy wyciskamy na jej obrzeżu wałeczek kremu do golenia. Będzie on uszczelniał węzę zapobiegając wpływaniu żywicy pod nią. Obrzeże matrycy od strony planowanego zawiasu traktujemy nieco inaczej – widać na zdjęciu.
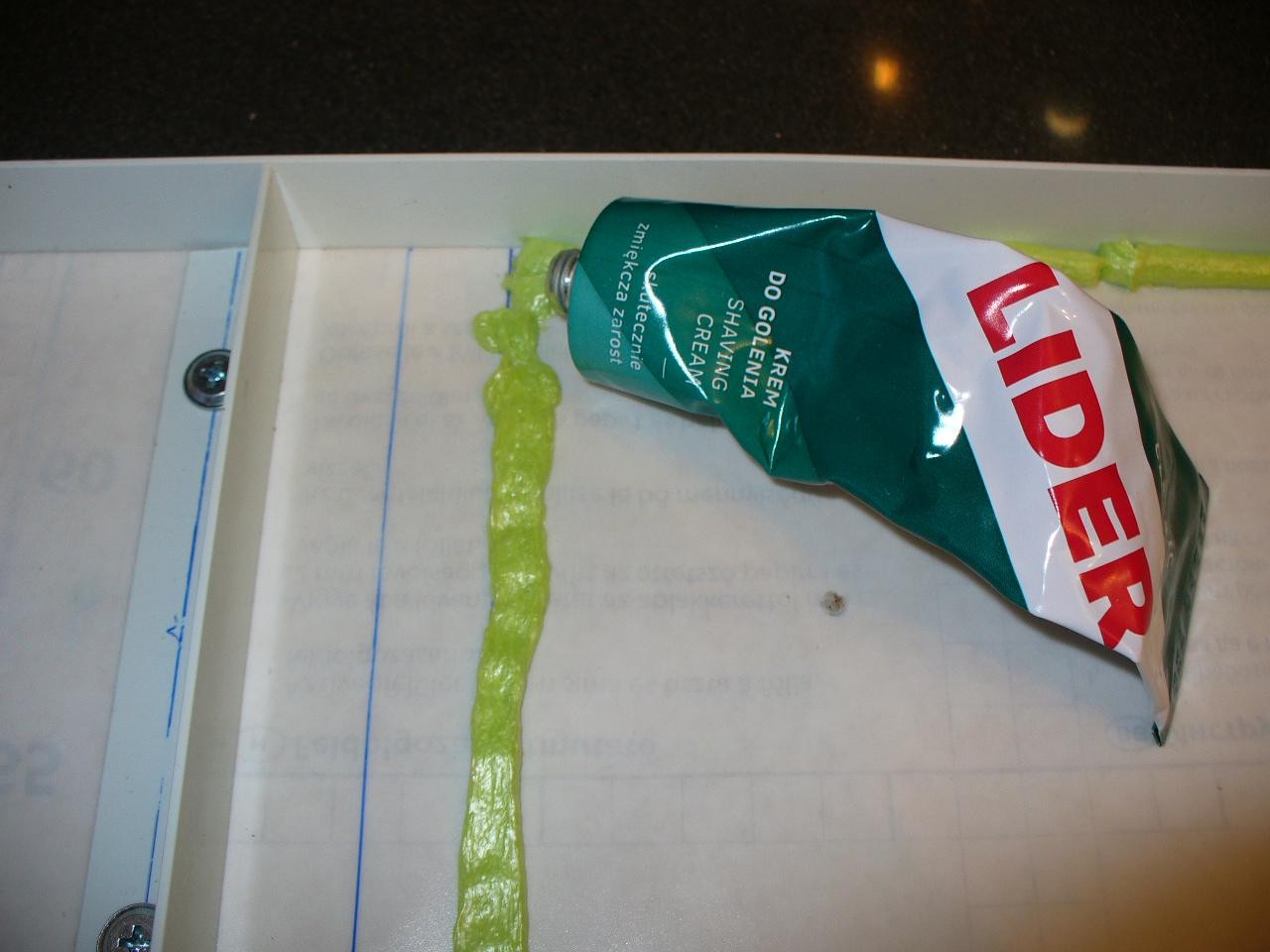
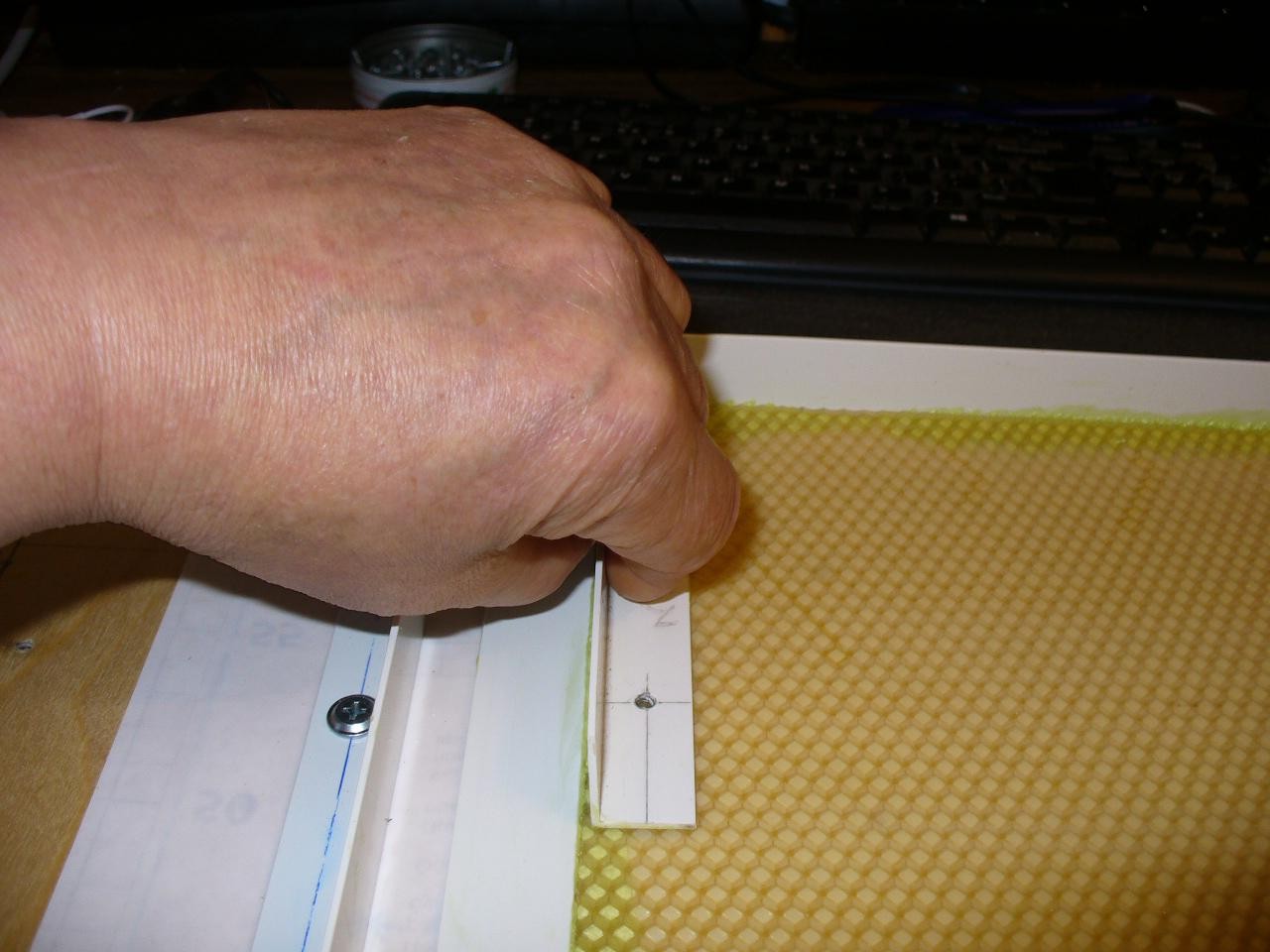
Teraz kładziemy precyzyjnie model – arkusz węzy i dociskamy z czuciem po obwodzie kawałkiem kątownika wyciskając tym nadmiar kremu. Nadmiar ten zdejmujemy delikatnym pędzelkiem tak by nie deformować węzy. Jeżeli za model do matrycy na ramkę wielkopolską wykorzystamy węzę Dadanta – nie musimy tego robić, możemy obciąć ostrym nożem niedoskonałe obrzeże gotowej matrycy. Teraz możemy na węzie delikatnie położyć jakieś płaskie obciążenie by wycisnąć spod niej powietrze i by płasko przylegała do podłoża. Wmontowujemy przy zawiasie wkładkę formującą szczelinę przed zawiasem (też na krem do golenia). Po tym uszczelniamy odrobiną plasteliny naroża formy i spryskujemy węzę i obramowanie rozdzielaczem w aerozolu. Możemy tego nie robić, bo wosk węzy jest sam rozdzielaczem, ale wtedy musimy kątowniki i folię przy zawiasie posmarować cienką warstwą kremu do golenia. Po zastosowaniu rozdzielacza jednak dużo łatwiej usunąć wosk węzy z gotowego odlewu. Celowym jest lekko wysmarować kątownik PCV wazeliną techniczną by ograniczyć powstawanie menisku wklęsłego na styku żywicy i obramowania. Ułatwi to nam dalsze odlewanie rewersu bez deformacji nas obrzeżach z powodu właśnie tego menisku.
Po wyschnięciu rozdzielacza forma jest gotowa do wylania awersu matrycy.


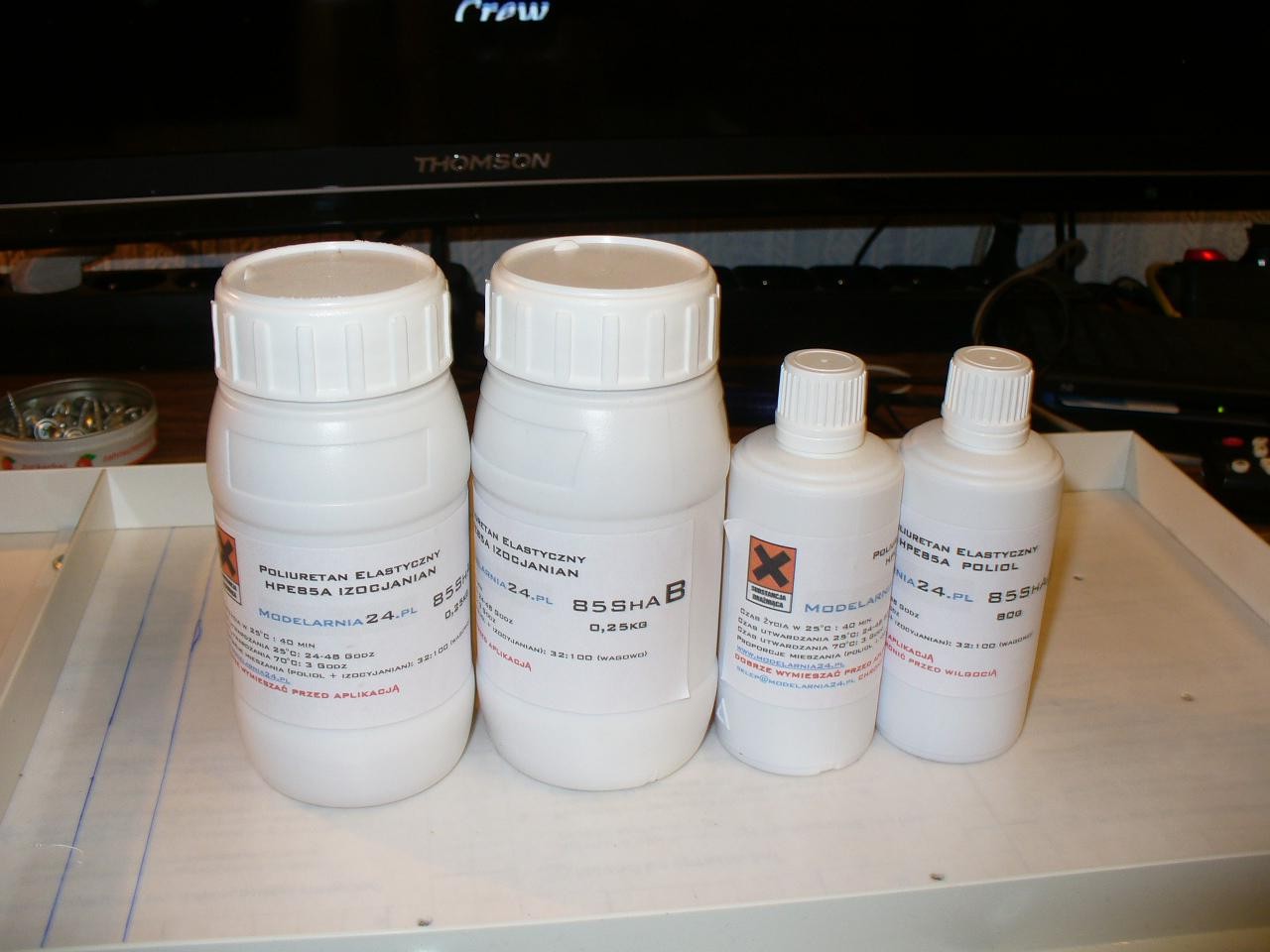
Przygotowujemy żywicę dwuskładnikową według zaleceń producenta zawartych w karcie technologicznej. Początkującym odlewnikom proponuję francuską żywicę firmy Syngenta o nazwie HPE 85A. Ma ona długi czas wiązania nie zmuszający do pośpiechu. Żywicy potrzeba około 1,2 – 1,3 kg na całą matrycę dla formatu wielkopolskiego, a więc do awersu około 0,6 kg. Kupiłem w necie cztery opakowania składnika A i B (razem 0,33 kg x 4), co uwolniło mnie od ważenia komponentów. Można użyć innej dostępnej na rynku w rozsądnych opakowaniach żywicy poliuretanowej o twardości rzędu 90 w skali Shore A. Przykładowo:
https://dcra.eu/product/kunstpur-95a/
Również bardzo dobry rezultat można uzyskać przy pomocy żywicy niemieckiej firmy Sika o nazwie Biresin U1419/U1458.
Wybierając żywicę należy zwrócić uwagę na jak najdłuższy czas wiązania i dokładne proporcje wagowe komponentów. Należy szczegółowo zapoznać się ze wskazówkami producenta podanymi w karcie produktu i przestrzegać ich.
Na awers dla formatu wielkopolskiego przeznaczyłem 2A + 2B, co razem daje 0,66 kg. Uzyskałem w ten sposób matrycę o sumarycznej grubości awersu i rewersu około 13 mm.
Składniki starannie i dokładnie, ale wolno mieszamy (by nie zapowietrzyć płynu) i o ile mamy możliwość – odgazowujemy w komorze próżniowej. Ja taką zaimprowizowałem z agregatu od lodówki, starego szybkowaru, przyrządu do odpowietrzania hamulców w samochodzie (manometr), uszczelki silikonowej i kawałka grubej szyby. Jeżeli nie dysponujemy techniką próżniową, w odlewie mogą pojawić się pęcherzyki powietrza, które nie mają wielkiego wpływu na jakość wytwarzanej węzy. Przygotowaną mieszaniną zalewamy formę ponownie sprawdzoną pod względem wypoziomowania. Całość zostawiamy na 24 godziny. Żywica nagrzewa się do max. około 32°C, co nie stanowi zagrożenia dla deformacji woskowego modelu. Wylewać należy jednowarstwowo, cienkim strumieniem, najlepiej z większej wysokości (0,5m) co zmniejsza zapowietrzenie. Po zalaniu całej powierzchni matrycy nie należy wylewać pozostałej rozrobionej żywicy na powierzchnię wcześniej wylaną (dla powiększenia jej grubości), bo powoduje to rozwarstwianie się tworzywa.


Moja zaimprowizowana komora próżniowa z szybkowaru, przyrządu do odpowietrzania hamulców i starego agregatu lodówkowego, która sprawdziła się wyśmienicie.

Pozostawiamy odlew w spokoju co najmniej instrukcyjny czas rozformowania. Następnie rozbieramy całą konstrukcję i ostrożnie wyjmujemy matrycę z węzą na spodzie. W temperaturze pokojowej żywice osiągają pełną twardość po około tygodniu.
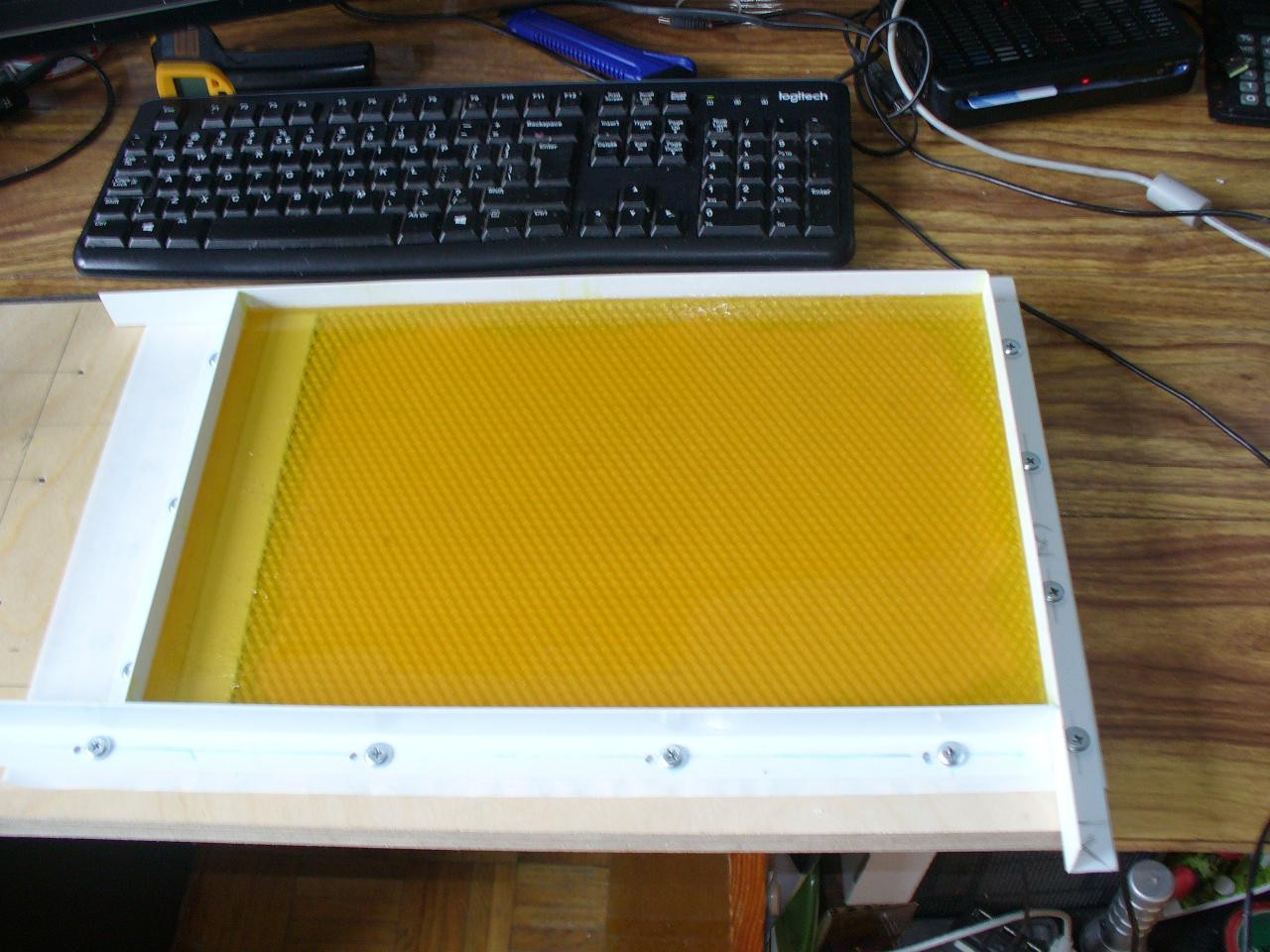
Rozformowany awers.
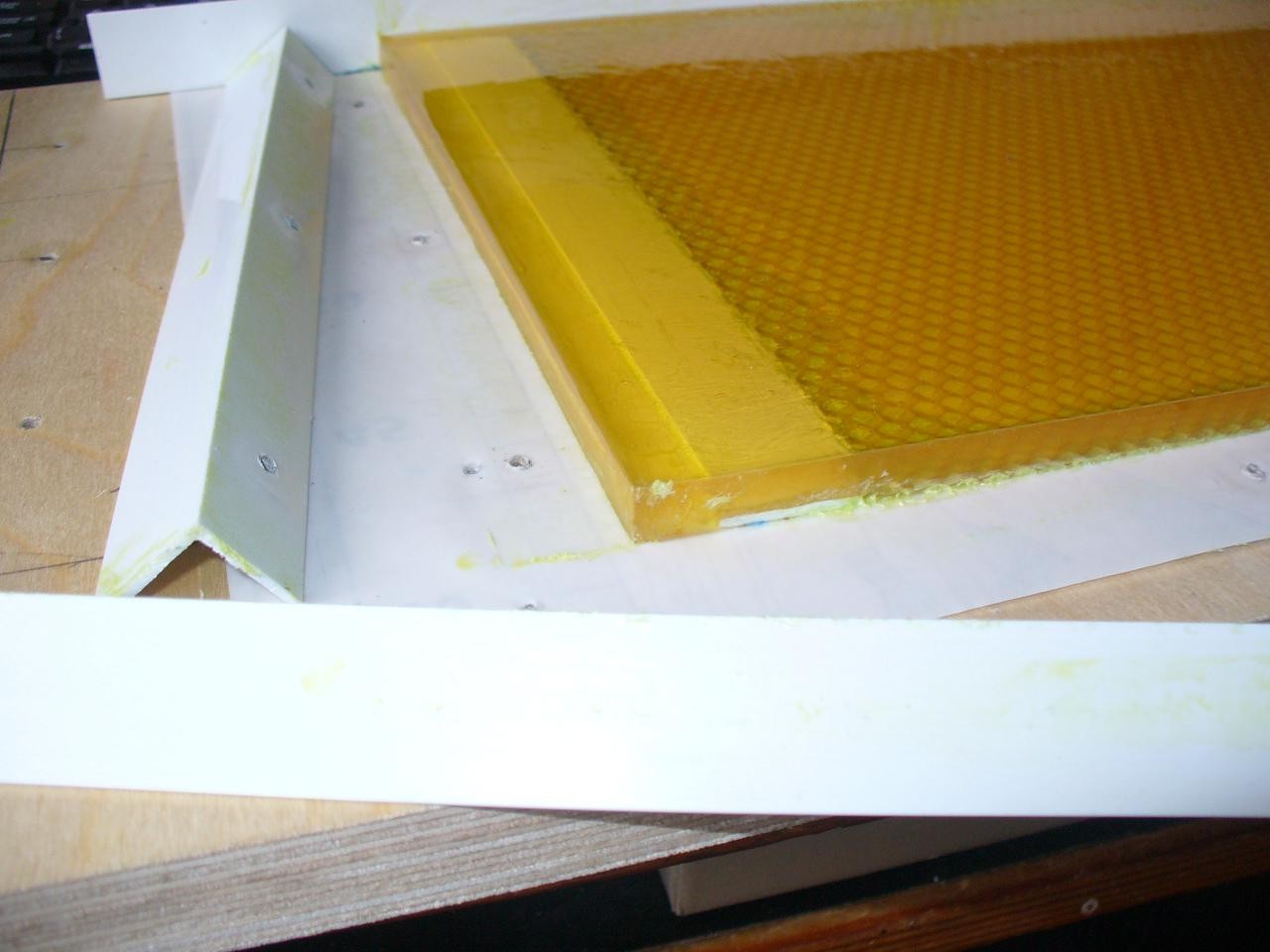
Ostrymi nożyczkami ścinamy z grubsza z obrzeży powstały przy odlewaniu menisk, by nie deformował płaszczyzny roboczej matrycy przy odlewaniu rewersu. Przypominam – aby go zmniejszyć, można posmarować cienko plastikowe obramowanie wazeliną.
Kładziemy odwrócony odlew węzą do góry na sztywnej podkładce i pod kranem zimną wodą wypłukujemy z obrzeży krem do golenia, pomagając sobie miękkim pędzelkiem.

Po wysuszeniu (można sobie pomóc chłonnym papierowym ręcznikiem) kładziemy matrycę w zmontowanej ponownie formie odwrotnie – węzą do góry. Teraz będziemy odlewać rewers.
Czynności analogiczne jak przy awersie, przy czym kremu do golenia nie musimy używać, bo żywica już pod węzę się nie dostanie. Należy tylko uszczelnić narożniki plasteliną. Bardzo starannie kilkakrotnie odtłuszczamy acetonem powierzchnię zawiasu, gdzie żywice mają się skleić, po czym delikatnie i płytko nacinamy ją na krzyż ostrym, odtłuszczonym nożem. Zasłaniamy odtłuszczoną powierzchnię zawiasu papierową maskownicą. Po spryskaniu rozdzielaczem całości, wyschnięciu rozdzielacza i wyjęciu maskownicy zawiasu możemy wylać rewers.

Przed tym jeszcze raz sprawdzamy wypoziomowanie. Technika zalania formy i czynności jak przy awersie. Po odczekaniu przewidzianego dla zastosowanej żywicy czasu rozformowujemy odlew – rozbieramy formę i wyjmujemy matrycę. Nie należy się spieszyć z usuwaniem dystansu przy zawiasie i wosku, gdyż młody odlew ma tendencję do mikropękania przy mocnym wyginaniu. Pełną wytrzymałość żywice poliuretanowe uzyskują po tygodniu i wtedy można matrycę wyginać dowolnie i tak usuwać z niej wosk węzy – modelu i wkładkę dystansową zawiasu. Matryca jest bardzo mocna i trwała. Możemy sprawdzić na zawiasie jej twardość twardościomierzem Shorea wg skali A (nie jest to konieczne). Tu nowa matryca na półramkę wlkp wykonana z żywicy Kunstpur 95A firmy Dcra ma twardość 80. Za tydzień dojdzie do 90.

Matryca jest gotowa do tłoczenia węzy z własnego wosku. Będzie temu tematowi poświęcony film na YouTube (niebawem), który będzie stanowił całość z niniejszym artykułem. W filmie pokażę jak szybko i łatwo wykonywać gładkie arkusze z własnego wosku oraz jak na tych arkuszach wytłaczać zarys dna komórek pszczelich przy pomocy własnoręcznie wykonanej matrycy. Również potrzebne do tego proste oprzyrządowanie. W ten sposób wykonuje się węzę szybciej i prościej niż metodą odlewania na popularnych praskach silikonowych, a i węza ma lepsze właściwości fizyczne i możemy lepiej regulować jej grubość i skład chemiczny.
Na zdjęciu spody krążków własnego wosku z odsklepin i zabudowy dziewiczej, oraz krążek uzyskany z przetopu węzy jednego z czołowych producentów.

Pozostaje problem sterylizacji wosku. Ja wykonuję wosk własnymi, nie pożyczanymi narzędziami, z wosku tylko z i dla własnej pasieki. Wosku nie sterylizuję, no może częściowo przez kilkakrotny przetop w topiarce słonecznej. Uważam, że tak lepiej zachowuję warunki bioseparacji niż używając przemysłową węzę, gdzie często przy sprzedaży (hurtownie w strefie zapowietrzonej, brak mat przy wejściu, brak brudnych i czystych ścieżek technologicznych przy skupie wosku i sprzedaży węzy) są zatracane cechy jej sterylności gwarantowane w iluzorycznych, załączanych atestach.
Wiktor Korczyński
Kliknijcie i korzystajcie
czytaj więcej
„Jak zgodnie z prawem sprzedawać miód z własnej pasieki”
czytaj więcej